New rotors, either OE or aftermarket, are supposed to be finished to specifications and ready to install out of the box. There should be no reason to give them a “clean up” cut. If there is one, you need to find a different rotor supplier.
The manufacturing tolerances for rotor runout on most new rotors average about 0.002 inches or less, with a maximum upper limit of 0.004 inches. Some cars are unusually sensitive to rotor runout. As little as 0.0015 inches of runout on these cars may produce noticeable pedal pulsations. So, if a brand-new rotor has 0.004 or more inches of runout out of the box, and your brake lathe is so accurate it can cut rotors with less than 0.002 inches of runout, do it if you think it’s necessary. Otherwise, don’t cut new rotors on a bench lathe.
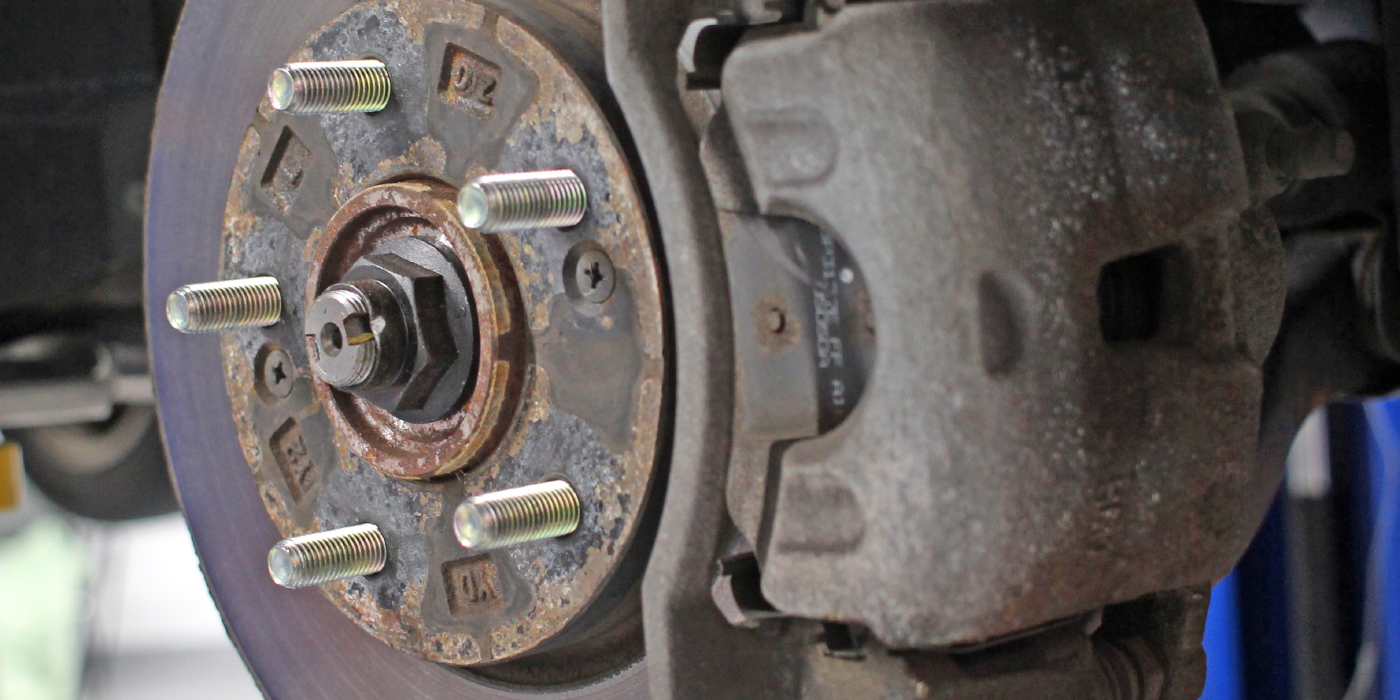
If there is runout in the rotor assembly when mounted on a vehicle, there are three ways to lower it. First, try indexing the rotor and changing its position on the flange to cancel out the runout in the two components. Second, correction plates can be installed between the rotor and flange. These tapered shims can be rotated to minimize runout. Third, use of an on-the-car brake lathe can cut any lateral runout present in the hub and flange assembly.
Surface Finish
If you’re refinishing the rotors, it’s a good idea to apply a nondirectional finish. The engineering behind a nondirectional finish is that the scratches on the surface go in various directions, so there’s less of a chance of pad vibration and noise. The nondirectional finish doesn’t last forever (maybe a few hundred to a few thousand miles of driving, depending on brake usage), but it lasts long enough for the new pads to seat and to keep the customer from noticing any noise from the newly installed pads.
A nondirectional rotor finish can be applied in a number of ways. It can be applied with an abrasive disc in a drill or a special rotor refinishing brush. These abrasive tools knock off the sharp peaks on the surface of the rotor.
The smoothness of the friction surface of a rotor is described in terms of microfinish or RA factor. RA stands for Roughness Average and represents a way to measure the smoothness of a rotor. Most lathes out there, when in good condition and used properly, will yield very acceptable RA factors. The finish is essential to transfer material for organic and ceramic pads. The correct finish is also essential for semi-metallic pads so they can have the correct coefficient of friction during the initial break-in. If the surface is too smooth, it might be impossible for the friction material to be evenly transferred to the rotor. If the surface is too rough, it might generate excessive noise and reduce friction levels.
Non-directional finishes can help in the bedding process and the establishment of a transfer layer. It can also prevent the grooves of the rotor from pulling and pushing on the pad like how a record moves a needle.
Cleaning Up
If you turn your rotors with sharp bits, and use the proper feed rate and depth of cut, there’s probably no need to apply a nondirectional finish as a final step. The rotors should be ready to install — provided you clean them first. Not washing the rotors can leave a lot of residue on the surface that can embed itself in the pads and possibly cause braking and noise issues. Spraying the rotors with aerosol brake cleaner and then wiping them off is better than nothing, but it really doesn’t do a very good job of removing surface debris. What you need is warm, soapy water, a good stiff brush and a little elbow grease.
SAE J2928:Rotor Standards
In 2012, an aftermarket rotor testing procedure was approved by the Society of Automotive Engineers (SAE) titled, “J2928 Brake Rotor Thermal Cracking Procedure for Vehicles Below 4,540 kg GVWR.” The document was a marriage of current industry tests and best practices. The goal of the document was to make a standardized test that could evaluate an aftermarket rotor’s ability to resist cracking using a dynamometer.
For technicians and drivers, J2928 might change the decision-making process of what rotors go on a vehicle.
The Test
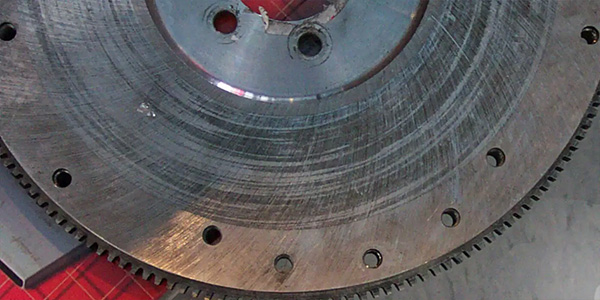
SAE J2928 test procedures subject a rotor to 150 heat cycles. A heat cycle is when a cold rotor is brought to a high temperature. During a heat cycle, a rotor will expand and contract. This can create fatigue in a rotor that can cause cracking and structural failure.
During the 150 heat cycles, the rotor is inspected; this includes for dimensions and any visible signs of damage. The objective of the test is to thermally and mechanically stress the rotor so any deficiencies in the metallurgy or structure are exposed. J2928 also covers how to document and classify cracks.
Unlike a USDA grade or a movie rating, SAE J2928 is just a document of recommended procedures. It is up to the industry to adopt and embrace these tests. The supply chain could benefit by comparing and evaluating rotor manufacturers to assess consistency and accountability. This will directly benefit shops.
The Marketing of J2928
No rotor manufacturer can claim that passing the 150 heat cycles means its rotors stop sooner, make less noise or last longer. J2928 does not test for this. Nor can a manufacturer make the claim that since its rotors are tested with J2928, they meet a government standard set forth by DOT or NHTSA.
What a rotor manufacturer can claim is that its rotors were tested using SAE J2928 and assessed using accepted industry performance criteria; or, that its rotors meet industry-accepted pass/fail criteria regarding number of heat cycles without severe cracks.
Bottom Line
SAE J2928 is a step forward because it helps everyone in the supply chain speak the same language. It also sets criteria when it comes to measuring aftermarket rotors.
SAE J2928 is:
- An aftermarket rotor-testing procedure.
- A series of 150 heat cycles performed on a dynamometer.
- A measurement of the thermal and structural adequacy of a rotor.
- A method of measuring, classifying and documenting cracks in a rotor.
- A tool for the supply chain to perform quality control on the products it sells.
- A way to compare an aftermarket rotor to an OE rotor.
- A measurement of rotors for runout and thickness variation.
- A specification for a rotor to meet a percentage of the original rotor’s weight.
- A specification for a rotor to be within certain dimensional tolerances.
SAE J2928 is not:
- A way to police bad rotors.
- Mandatory for all manufacturers, including OEMs.
- A measure of on-vehicle performance or stopping distances.
- A measure of noise or durability.
- A “certification” or “approval” of a rotor.
- Performed on a vehicle.
- A determination of the design of the rotor’s fins.