Replacement rings come in various types, styles and sizes. Standard size rings are okay if the cylinders are not worn excessively (which requires measuring taper with a cylinder bore gauge). But oversized rings are obviously required if the cylinders are worn and are bored to oversize.
Ring size will also depend on the pistons used (shallow groove or deep groove as well as groove height). Most late-model engines have “low tension” piston rings that are thinner and narrower to reduce internal friction. Some are as small as 1.0 mm, but the most common sizes are 1.2 to 1.5 mm.
Rings designed for standard grooves must not be used in shallow groove pistons, nor should narrow rings be used in deep groove pistons.
The ring material as well as the facing (chrome or moly) should match the original application or be a suitable substitute for the original rings. Steel rings are used in many high output, turbocharged and supercharged engines, as well as diesels. Ductile iron rings may also be used, as these are also stronger than plain cast iron rings. Cast iron rings are still a popular choice for many older engines as well as “economy” rebuilds that are suitable for light-duty, everyday driving. But cast rings cannot provide the durability or longevity of moly or chrome rings.
The top ring is the primary compression control ring because it seals the combustion chamber and takes the brunt of the heat. That’s why the top ring on most late-model engines is faced with a molybdenum (moly) coating. Many top rings are also steel or ductile iron, and on many Japanese engines the top ring is nitride coated to improve durability. Chrome rings are also used in many Japanese engines.
 In addition to sealing combustion, the top ring also helps cool the piston by conducting heat from the piston to the engine block. On most late-model engines, the number one ring is located very close to the top of the piston. A decade ago, the land width between the top ring groove and piston crown was typically 7.5 to 8.0 mm. Today that distance has decreased to only 3.0 to 3.5 mm in some engines.
In addition to sealing combustion, the top ring also helps cool the piston by conducting heat from the piston to the engine block. On most late-model engines, the number one ring is located very close to the top of the piston. A decade ago, the land width between the top ring groove and piston crown was typically 7.5 to 8.0 mm. Today that distance has decreased to only 3.0 to 3.5 mm in some engines.
This minimizes the crevice just above the ring that traps fuel vapor and prevents it from being completely burned when the air/fuel mixture is ignited (this lowers emissions). But the top ring’s location also means it is exposed to much higher operating temperatures.
 The top ring on many engines today runs at close to 600° F, while the second ring is seeing temperatures of 300° F or less. Ordinary cast iron compression rings that work great in a stock 350 Chevy V8 can’t take this kind of heat. That’s why many late-model engines have steel or ductile iron top rings. Steel is more durable than plain cast iron or even ductile iron, and is required for high output, high load applications including turbocharged and supercharged engines as well as diesels and performance engines.
The top ring on many engines today runs at close to 600° F, while the second ring is seeing temperatures of 300° F or less. Ordinary cast iron compression rings that work great in a stock 350 Chevy V8 can’t take this kind of heat. That’s why many late-model engines have steel or ductile iron top rings. Steel is more durable than plain cast iron or even ductile iron, and is required for high output, high load applications including turbocharged and supercharged engines as well as diesels and performance engines.
Under the top compression ring is the number two ring, which is the second compression ring. The number two ring assists the top ring in sealing combustion, and also helps the oil ring below it with oil control. Most second rings have a tapered face with a negative twist. This creates a sharp edge that scrapes against the cylinder wall for better oil control. Some new second rings designs are now using a “napier” style edge that has more of a squeegee effect as it scrapes along the cylinder wall. This helps reduce friction and oil consumption even more.
The third ring is the oil ring. This is typically a three-piece ring (though some are four-piece, two-piece or even one-piece) that helps spread oil on the cylinder wall for lubrication and scrapes off the excess oil to prevent oil burning. In three-piece oil rings, there are two narrow side rails and an expander that wraps around the piston. The expander exerts both a sideways and outward pressure on the side rails so they will seal tightly against the cylinder walls.
Installation Issues
Rings are sometimes damaged by improper installation. Always use a ring expander to mount the rings on the pistons. This will minimize the risk of breaking or twisting the rings. which can happen if the rings are hand-installed on the pistons. A ring compressor will be needed to install the pistons in the block.
Cylinder bores must also be properly resurfaced (plateau finish is best). For plain cast iron or chrome rings in a stock, street performance or dirt track motor, hone with #220 grit silicon carbide stones (or #280 to #400 diamond stones) to within .0005” of final size. Then finish the bores with a few strokes using an abrasive nylon bristle plateau honing tool, cork stones or a flexible abrasive brush.
For moly faced rings in a street performance, drag or circle track motor, hone with a conventional #280 grit silicon carbide vitrified abrasive, then finish by briefly honing to final size with a #400 grit vitrified stone or #600 grit diamond stone (or higher), plateau honing tool, cork stones or a brush.
For stock and street performance engines with moly rings, an average surface finish of 15 to 20 Ra is typically recommended. For higher classes of racing, you can go a little smoother provided you don’t glaze the cylinders.
For moly or nitrided rings in a performance motor, hone with #320 or #400 vitrified stones, and finish with #600 stones, cork stones, a plateau honing tool or brush.
Cylinders must also be cleaned to remove all traces of honing residue, and lubricated with oil before the pistons are installed. The finish and crosshatch in the cylinder bores must match the requirements of the rings that are used. Ring manufacturers typically recommend a crosshatch angle of 22° to 32° as measured from horizontal and uniform in both directions.
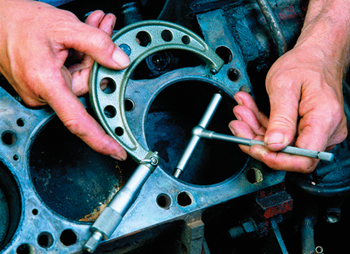
Ring end gaps must be checked to make sure they are within specifications. End gap is checked by placing a ring about an inch down in the cylinder bore and measuring the gap between the ends with a feeler gauge. The gap can be increased if needed by filing the ends of the ring.
To improve ring sealing, some late-model engines, such as Ford 4.6L and Corvette LS1, are now using a wider end gap on the second ring. The end gap on the second ring is 1.5 to two times that of the top ring. The actual specification may range from .006” to .013” greater than the top ring depending on the application. The idea here is to treat the rings as a dynamic rather than static assembly.
When the combustion pressure over the top ring is greater than the pressure between the top and second ring, it forces the top ring downward and outward to seal against the piston groove and cylinder. But if pressure builds up between the two rings, it can prevent the top ring from sealing and increase blowby. One way to maintain the pressure differential is to open up the end gap of the second oil ring. A wider end gap provides an escape route for blowby gasses that get past the top ring. This prevents pressure from building up so the top ring will continue to provide maximum sealing.
 On some pistons, an “accumulator groove” is machined into the piston between the top and second ring to increase the volume of space between the rings. The accumulator groove helps reduce the buildup of pressure until the blowby gases can escape through the end gap in the second ring.
On some pistons, an “accumulator groove” is machined into the piston between the top and second ring to increase the volume of space between the rings. The accumulator groove helps reduce the buildup of pressure until the blowby gases can escape through the end gap in the second ring.
For naturally aspirated engines, a top ring end gap of .004” per inch of bore diameter is often recommended for a stock or moderate performance engine. For a four-inch bore, that translates into a top ring end gap of .016” to .018”. But this will vary depending on the power output of the engine.
On performance engines, the gap needs to be increased to accommodate greater thermal expansion due to higher heat loads. An oval track motor might require a top ring end gap of .018” to .020”, while a turbocharged or supercharged racing engine might need as much as .024” to .026” with a four-inch bore.
The recommended end gaps for 2nd compression rings would also the same as the top rings, with slightly larger gaps if you want to minimize pressure buildup between the rings.
The recommended ring end gap for most oil rings (except the new super narrow one-piece rings) regardless of engine application is typically .015”.
Improving Ring Sealing
Another trick to improve ring sealing at high rpm is to run pistons that have gas ports behind the top ring. Combustion pressure blows through the port to help seal the ring from behind and underneath. Some use vertical gas ports with holes drilled from the top of the piston to the top ring groove just behind the ring.
Others use lateral gas ports that are drilled through the bottom side of the top land and extend to the back wall of the ring groove. Gas ports work best at high rpm (above 7,000 rpm) and are not recommended for street engines.
Getting rid of the ring end gap altogether can also improve sealing, cooling and horsepower. Gapless rings eliminate the gap between the ends of the ring by overlapping slightly. Some engine builders who have switched to “gapless” top or 2nd compression rings say they’ve gained three to five percent more horsepower with no other changes. Gapless rings are said to allow less than 1 cubic feet per minute (cfm) of blowby and on alcohol-fueled engines, a gapless top ring or 2nd ring helps keep alcohol out of the crankcase.
Gapless rings made of hybrid iron and different grades of steel are available in most popular sizes. The rings are also offered with various wear-resistant face and side coatings. One such coating that has proven to be extremely durable is a plasma vapor deposited chrome nitride coating. The thin film coating adds hardness and wear resistance that extends both ring and cylinder life, according to one ring supplier who uses this type of coating.