Performing valve jobs is one of the most crucial areas of the engine building business. According to a recent study, cylinder heads for gas engines account for nearly 16 percent of an engine builder’s production time – and it’s easy to see why. Thermal conductivity of the valve is critical to removing heat inside the combustion chamber, especially with regards to the exhaust valve. Valve seats transfer heat from the valve into the cylinder head, and without the right material or fit, the whole process breaks down, leaving you and your customer in a jam.
You can prevent the valve seats from becoming brittle and cracking by choosing a material suited to the application. Most late-model production engines are designed to use a powdered metal seat from the factory, and they are available as inserts from several manufacturers for a wide variety of applications. PM seats work well in street and mild-performance engines, but they are not well-suited to high performance where the combustion temperatures are greater.
Many experts say you should recut the counterbores to accept new oversized seats. But some engine builders prefer to install new standard-sized inserts in the existing counterbores. It works on some large diesel cylinder heads with thick walls, but it’s tricky to try on automotive heads.

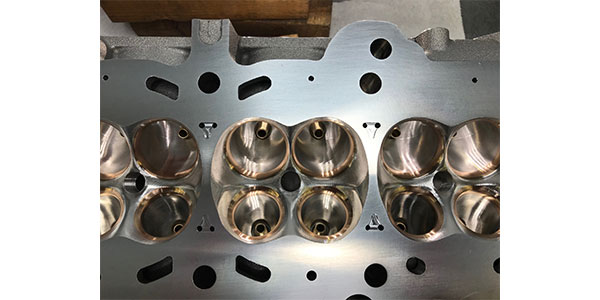
Machining the counterbores to accept oversized inserts allows you to control the interference fit, so the seats don’t come loose. Recutting the counterbore also allows more control of runout and concentricity with the valve guide. The counterbores must be smooth, round, flat on the bottom, and they should be centered to the guides for proper alignment and good heat transfer between the seat and head.
Seat Inserts
When the OEMs began induction hardening the valve seat area during the transition to unleaded fuel in the 1970s, the process was supposed to produce a hardness depth of around .070˝. However, it was discovered that re-machining the seats during the head rebuilding process removed the hardness and the seats had to be replaced. This led to the growth of the valve seat market that continues today with rebuilt cylinder heads and the widespread use of aluminum.
One manufacturer said that a significant percentage of valve seat failures are due either to the wrong valve and seat combination or incorrect valvetrain geometry or lack of seat/guide concentricity. Another leading cause of failure is from preignition issues.
Problems arise when the seats get too hot, which results in micro-welding between the valves and seats. The valves are harder than the seats so microscopic particles of metal can stick to the valves. When the engine cools, these particles are then washed into the exhaust. This causes recession of the seats in some applications, especially in dry gas engines such as propane.
A variety of methods can be used to remove seat inserts from aluminum heads, but an abundance of caution must be taken not to damage the counterbore. Using a cleaning oven can work to loosen the seats enough to where they may fall out. In other cases, you may try using a cutter slightly smaller than the outside diameter of the existing valve seat insert to cut away the old insert. Some rebuilders say using a die grinder to slit and weaken the seat works (but be careful not to cut through the seat and into the counterbore). Prying the seat out may also work if there is enough of a lip under the inside edge of the seat (again, don’t damage the counterbore).
On the high-performance side, builders must contend with increasing combustion temps and may prefer to use a seat made of premium alloy. If you plan to run nitrous or a power adder, you need a seat material to handle the temperatures. Applications using titanium valves can benefit from using a copper alloy material for the seat because of increased conductivity. Note that titanium doesn’t conduct heat as well as steel so the copper will aid heat transfer.
Guides
In stock engines, powdered metal guides are being used in more and more applications. Some diesel engines use coatings such as phosphate or other heat treatments to reduce the wear in applications that use low sulfur fuel. Bronze valve guides predominantly used in production engines from European OEMs and in many racing applications.
Worn valve guides can cost you horsepower. Nearly 40 percent of the heat is conducted out through the valve guide. As the clearance increases, the conductivity from the stem to the guide drops – transferring it all to the guide. In many cases, it’s better to use bronze guides because they conduct heat away more effectively from the water jacket even if it goes through cast iron first. The surface area of the guide is about four times that of the valve stem, conducting heat into four times the area of cast iron, will reduce the temperature dramatically.
Equipment
As technology has evolved and machining tolerances have gotten smaller and smaller, the tools engine builders use to perform valve seat and guide work has moved to another level.
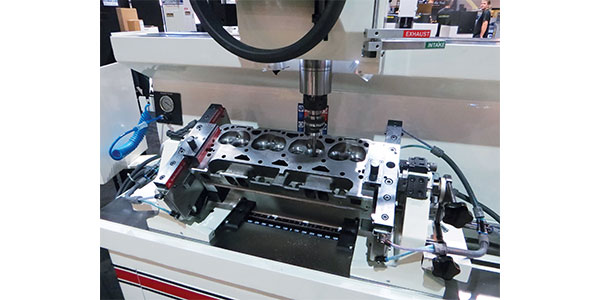
Of the three types of seat and guide machines available, the “drill press” type is starting to phase out in more shops. This style of seat and guide machine uses a solid column and a floating table to move from guide to guide. These are basic seat and guide machines and have some limitations compared to some of the more advanced ones, however, some smaller shops are still using them. The uses for these may be better for small engine work on lawn mowers and garden equipment. Late model automotive engines require tighter tolerances than these machines can reliably hold.

If you’re in the market for a new machine, you should ask yourself some qualifying questions before you start your shopping. First of all, why do you need it? Are you upgrading old or worn-out equipment? Will you be able to handle more jobs and grow your business with a new machine? What size heads do you work with primarily? Do you need something that can perform multiple tasks? Do you need to automate more processes to make better use of your human resources?
Giving thought to these questions should help you decide what kind of machine will suit your needs. For example, if you have a small shop and find you’re cramped for space, a multipurpose machining center might free up room by combining head work with surfacing and boring. You should also map out how much a new machine costs versus how much it will bring in potentially. For the most part, price is the last thing to consider, but we know everyone has a budget to stay within.

A good machine should do everything you want and will pay for itself in the long term rather than going for a low-cost option that you can afford right now. The price of a fully equipped seat and guide machine can be upwards of $100,000 or more, depending on how many bells and whistles you want. Multipurpose machining centers may range in price up to $35,000 or more, depending on tooling and features. Look for a machine that will make you money and give you a solid return on your investment. You should always strive to improve quality and productivity, which in turn will boost the profitability of your business.
There have been many improvements in tooling and fixturing over the last few years. While many machines look similar, the most significant differences are in the type of pilot system used (“live” pilot versus “fixed” pilot), fixturing, clamping and leveling systems, the operating features of the machine head, the size of the work table, storage for tooling, and differences in the tooling itself. Most valve seat and guide machines come with an air float head to allow quick repositioning. A tilting head aligns the spindle with the guide in the cylinder head. Pre-shaped carbide cutters that cut all three valve angles in one step eliminate the need for setting separate blades and maintain better consistency of the width, size and location of the cuts.
Some other things you should consider when looking at valve seat and guide machines include: Accuracy of the cutting head, can it tilt +/- 15 degrees for canted valve guide work? Is there a built-in vacuum tester to test your work before you take it off the machine? Is the motor and rpm variation adequate for your shop’s needs?

One thing not on the list is price. While there’s a lot of technical information to understand and consider, cost should be the last thing you consider when choosing a new piece of equipment. The high price of equipment may be a deterrent for some shops, but try to think about your needs as a business first. Remember, no machine tool is worth it if it can’t pay for itself. Performing quality work is one of the biggest measurements of your success and will ultimately bring you more business. Whether you buy a new or used seat and guide machine, it should help you to expand your capabilities and do work your current seat and guide machine can’t.
Matching your machinist sense with a business-minded approach will help you improve productivity and profitability.
This article courtesy of Engine Builder.